|
TOP > タンクのメンテナンス1 > タンクのメンテナンス2
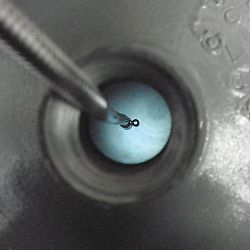
クリーンエアー・プログラム(CAP)|スクーバタンクのメンテナンス2 戻る 点検用器具の一例へ 6.タンク内部の点検 ダイバーにきれいな空気を供給するという点では、タンク内部点検が非常に重要です。それはニオイの問題だけではなく、内部の錆や異物がレギュレータを通して呼吸空気に混入するからです。 また、内部から発生した錆や異物は、レギュレータを詰まらせてしまうこともあります。 6.1. スチールタンクも年1回の内部点検を!!  スチール製、アルミ製を問わず、タンクの内部点検はとても重要ですが、特に問題なのがスチールタンクです。アルミタンクは法律で内部の検査を毎年行うことが義務づけられていますので、専門家による内部目視検査を受けています。 スチール製、アルミ製を問わず、タンクの内部点検はとても重要ですが、特に問題なのがスチールタンクです。アルミタンクは法律で内部の検査を毎年行うことが義務づけられていますので、専門家による内部目視検査を受けています。一方、スチールタンクは法律上の検査期間が5年となっているため、内部点検が5年間行われないことが多いのです。 さらに、スチールタンクはアルミタンクと比較してはるかに錆びやすのです。スチールタンク製造段階では外部は亜鉛メタリコン処理、内部は亜鉛電気メッキによる錆止め処理がされています。 使用中に錆が発生するとその錆はどんどん進行します。 タンク外部は錆止め塗装やメタリコン処理が可能ですが、問題は内部で、メンテナンスの段階で内部に錆止めをすることは実質上不可能です。 そのため、スチールタンクの使用にあたっては内部に錆を発生させないよう細心の注意が必要で、また、錆が発生したとしても早い段階で内面の錆落としをすれば、大事には至りません。 そのためには、アルミタンクと同様に毎年内部の点検をすることが最も重要になります。是非とも年1回の内部目視検査を行い、内部に錆を見つけたら、容器検査所(耐圧検査所)に内部洗浄を依頼するべきです。 6.2. 内部目視検査 バルブを取り外したタンク内部の目視検査は、内視用ライトとデンタル(歯科用)ミラーを使って行います。 タンク内部の底部から側面(胴部)は内視用ライトで点検し、ネック部から肩部までは内視用ライトとデンタルミラーを併用して内部全てをチェックします。 シミのように深さの浅い点状の錆がわずかにある程度でしたら、その後の取扱に十分注意しながら1年後に再度検査時に判断することになります。 浅い点状の錆でも、それがタンク内面全体にある場合には検査に出して下さい。 もちろん、それ以上の腐食があれば、直ちに容器検査所に、内部洗浄と検査を依頼して下さい。 デンタルミラー
撮影協力:(有)サンライト高圧、東亜潜水機(株)、日本アクアラング(株)、(株)エイプレス
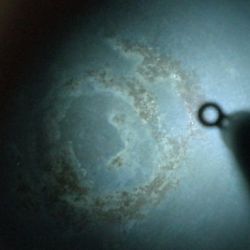
6.2.2. ネック部から肩部の点検 タンクネック部から肩部にかけては内視用ライトだけでは見えないので、デンタルミラーを併用して点検します。 内視用ライトの光をデンタルミラーの鏡面に当ててネック部や肩部を反射光で照らし、ミラーに映った内面をチェックします。 タンクの保管は、多くが立てて保管するか寝かして保管するので、タンク内に侵入した水分は底部や胴部に溜まりやすく、そこから錆が発生します。従って、ネック部から肩部にかけては、底部や胴部と比較すると錆が発生しにくい部分でが、それでも腐食は発生するので、丁寧にチェックして下さい。 撮影協力:(有)サンライト高圧、東亜潜水機(株)、日本アクアラング(株)、(株)エイプレス
▲このページトップへ 7.バルブの取付け バルブ点検が済んだらを、タンクに取り付けます。
8.タンク取扱いの注意 長い期間にわたってタンク内を常に清潔に保ち、タンクを傷めることなく使用するには、日常の取り扱いが重要です。 以下のことに注意して取り扱って下さい。 8.1. 急速充てんの禁止
8.2. 水の侵入を防ぐ タンク内に水や海水が入ると内部腐食の原因となります。内部腐食は、タンクから錆の混ざった空気が出てきたり、ひどくなるとタンク破裂の原因となります。タンクには絶対に水分が入ることを防がなければなりません。 内部に水分が入る原因には、タンクへの間違った充てん作業による場合と、使用中に内部に海水が入る場合があります。 充てん作業については、設備の運転管理ページの「5.充てん作業の注意!」を参照して下さい。 使用中にタンクに海水が入るのを防ぐには、タンクを完全にカラにしないことです。タンクの内圧がゼロでバルブが開いていると、気温の変化で外部からの空気や水を吸い込みます。タンクは絶対に空気をカラにしないで下さい。 8.3. タンクの水洗い タンクの外部腐食とバルブの塩噛みを防ぐために、使用後は必ずタンクとバルブの水洗いをして下さい。可能ならばタンクを丸ごと水につけるのがよい方法です。 水から上げた後はすぐにバルブを一瞬吹かし、バルブ内に溜まった水を吹き飛ばして下さい。 タンクブーツ取付部は特に塩分が溜まりやすい場所です。時々はタンクブーツを外して水洗いをして下さい。 コンクリートの上でタンクを立てて保管する場合、コンクリートとタンクの底の間に水が溜まりやすく、そこから底部外面の錆が出やすくなります。時々タンクの底部をチェックしたり、コンクリートの床に直接置かず、スノコなどの水が溜まりにくい上に置くようにして下さい。 8.4. アルミタンクと熱影響 これまでも容器再検査で(耐圧検査)で不合格となったアルミタンクにはタンクの胴部が膨れているものがありました。 アルミタンクが熱の影響を受けやすいケースは、次のような状況です。
上記の環境にならないように、①については「充てん速度は毎分20-40気圧で行う」、②については、「温度40℃以上になる環境に置かない」、③については、「内部洗浄後の乾燥は100℃を越えない」などの注意を払って下さい。
▲このページトップへ
| ||||||||||||||||||||||||||||||||||||